
METALOCK REPAIR
Cold repairs to cast iron/cast steel and non-weldable metals.
The Metalock method is used for cold repairs to cast iron/cast steel and non-weldable metals.
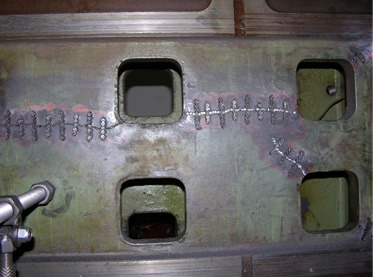
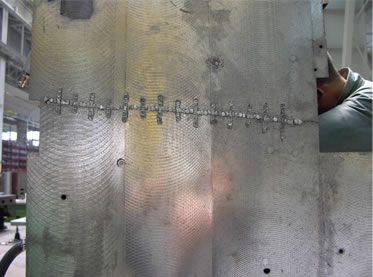
This method is based on limitation and locking of cast cracks, as well as reconditioning of damaged casts. A crack in a cast iron component is locked using a key which takes up both tensile and compressive stresses. Screws called METALACE are driven in along the crack in order to take up shear stresses. This is a cold repair process, superior to welding in the case of crack sensitive materials.
The Metalock Process is a repair system based on fundamental engineering principles, an emergency service on offer throughout the marine and industrial world.



Breakages occur generally because of overloading, misuse of equipment, or flaws in the castings. Fractures are inclined to follow certain patterns depending on the type of equipment involved and the environment in which they are used. This repetition provides Metalock engineers with a wealth of information, on the one hand to be absolutely confident in the repair and also to complete the work within the minimum of time. This long experience also provides the engineer with many techniques, and special fixtures and tools to facilitate the repair have been developed over the years.

METALOCK REPAIR PROCESS
Step by step guide to the Metalock repair process
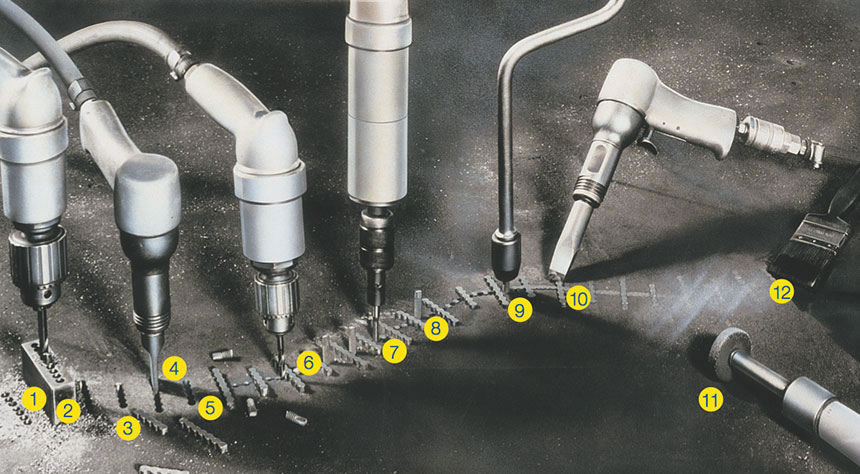
1 The fracture, after a survey and report has been presented to the customer, is positioned, realigned, and firmly held together by special fixtures and clamps. 2 By the use of special Jigs, groups of holes are drilled across the line of fracture to the tool depth of thecasting. 3 The Metalock Key is a multi-dumbell shaped section of highly ductile alloy, the size and length being selected to suit thetype of fracture. 4 The holes are then joined by the use of pneumatic chisels to conform to the shape of the Metalock Keys. 5 Individual layers of Keys are inserted in the apertures and peened into a metal-to-metal condition, which becomes almost integral with the parent metal. 6 Holes are then drilled along the line of the fracture, then tapped 7, and filled with studs 8, each stud biting into it's predecessor, resulting in a pressure-tight join and restoring a rigidity to the casting. 9 A Metalock stud is an important aspect of the Metalock process, bearing in mind that pressure repairs are often required. 10 The studs are then run down till the heads shear, the remaining rough metal being removed by pneumatic chisels. Finally the whole repair receives treatment from handgrinders 11 prior to it's final coat of paint 12.
METALOCK ADVANTAGES
Some of the advantages of the Metalock repair method
- dampens and absorbs compression stresses
- provides a good 'expansion joint' for such castings as cylinder liners, diesel heads or any vessels subject to thermal stresses
- distributes the tension load away from fatigue points
- maintains relieved conditions of inherent internal stresses where rupture occurred
- maintains alignment and original surfaces, since lack of heat produces no distortion
- the vast majority of repairs can be done in situ, with consequent savings in time with little or no dismantling
 Bed lathe repair
Bed lathe repair Church bell repair
Church bell repair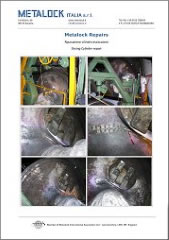 Drying cylinder repair
Drying cylinder repair Caterpillar Diesel engine repair
Caterpillar Diesel engine repair Bed boring machine repair
Bed boring machine repair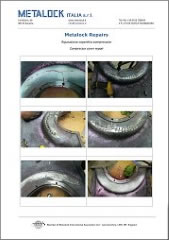 Compressor cover repair
Compressor cover repair Worthington pump case repair
Worthington pump case repair Nuovo Pignone 2HB reciprocating compressor frame repair
Nuovo Pignone 2HB reciprocating compressor frame repair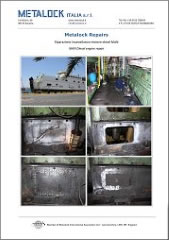 MAN Diesel engine repair
MAN Diesel engine repair MAN Diesel engine repair
MAN Diesel engine repair Hydraulic turbine casing repair
Hydraulic turbine casing repair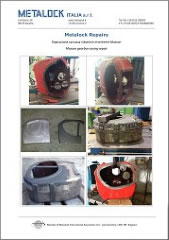 Masson gearbox casing repair
Masson gearbox casing repair Boring machine bed repair
Boring machine bed repair Wartsila engine repairs
Wartsila engine repairs Burckhardt reciprocating compressor repair
Burckhardt reciprocating compressor repair Slaughterhouse corral columns repair
Slaughterhouse corral columns repair Reciprocating compressor cylinders repair
Reciprocating compressor cylinders repair Head compressor repair
Head compressor repair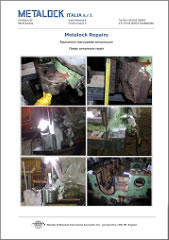 Flange compressor repair
Flange compressor repair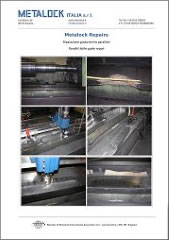 Parallel lathe guide repair
Parallel lathe guide repair